Weight control has become a significant challenge in modern naval construction due to the increasing need for high-speed ferries. High-Speed Craft (HSC) require careful balancing of power-to-weight ratios that ensure speeds in excess of 30 knots. The shift from conventional steel construction to combined aluminum construction is mainly attributed to the need for high strength-to-weight ratios. As an engineer in manufacturing, choosing the right marine aluminium does not only involve picking a metal but also making informed choices that affect fuel economy and carrying capacities.
Aluminium alloys have a density of about 2.70 g/cm 3 or a third that of carbon steel. This characteristic enables large reductions in displacement. The engineering focus is the synergy between 5083 aluminium plate for primary hull shielding and marine aluminium extrusions for longitudinal and transverse reinforcements. This combination ensures the structural integrity of the vessel, and by that the lightship weight is minimised.

Section I: Material Science & Grade Selection Criteria
1. 5083 Aluminium Plate: The Hull Standard
The 5xxx series alloys, particularly 5083 aluminium plate, are the industry standard for marine environments. The main alloying element in the alloy is magnesium (usually 4.0% to 4.9%). It is a non-heat-treatable alloy and is strengthened by strain hardening. We use 5083 in the shipyard for the hull bottom and side shells as it is very weldable and resistant to seawater corrosion. 5083 has stable mechanical properties at cryogenic temperatures and high fracture toughness.
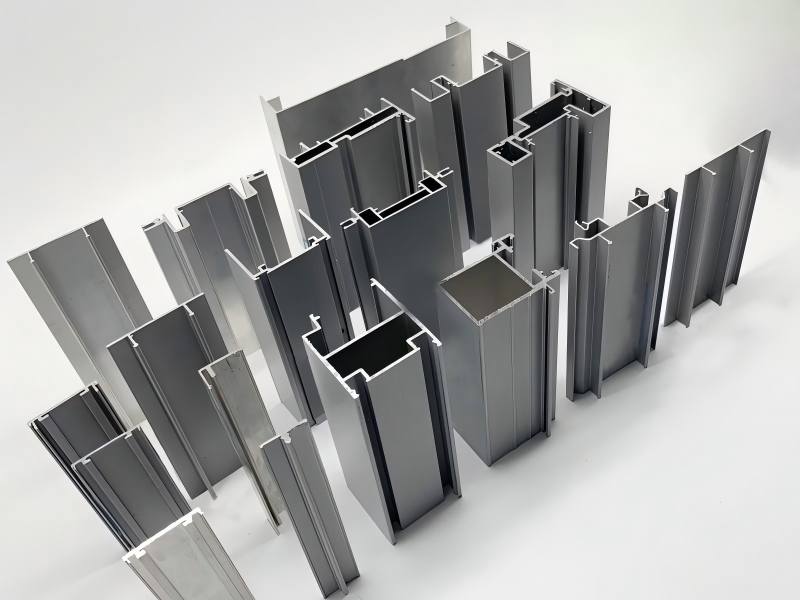
2. 6082-T6 Marine Aluminium Extrusions: Structural Reinforcement
Marine aluminium extrusions are used for internal framing, deck beams, and stiffeners, and are made of 6082-T6. 6082 is a heat-treatable Al-Mg-Si alloy. T6 temper means that the material has been solution heat-treated and artificially aged to maximum yield strength. The extrusion process allows for complex cross-sectional geometries that provide high moment of inertia with minimal cross-sectional area, optimizing the structural modulus of the vessel.
3. Marine Aluminum Sheet and Temper Designations
Thin-gauge applications, such as internal bulkheads and superstructure plating, utilize marine aluminum sheet. Engineering specifications mandate the use of H116 or H321 tempers for 5xxx series materials. These tempers are specifically processed to provide resistance to intergranular corrosion (IGC) and exfoliation. Without these specific designations, aluminium alloys with magnesium content above 3.0% are susceptible to the precipitation of the β-phase (Mg2Al3) at grain boundaries, which leads to structural failure in saline environments.
Section II: Structural Design & Lightweight Optimization
From an engineering perspective, the weight reduction calculus is straightforward: replacing a Grade A steel structure with a 5083/6082 aluminum structure results in a 45% to 50% mass reduction for the equivalent structural strength. This reduction directly influences the vessel’s displacement. According to Froude’s law of similarity, reduced displacement decreases wave-making resistance, allowing for higher velocities with the same propulsion power.
Structural optimization also involves the use of “large-scale panels.” By using wide marine aluminum sheets and 5083 plates, shipyards can reduce the number of transverse joints. This reduces the total weld length, which in turn reduces the potential for thermal deformation and structural stress concentrations.
Section III: Advanced Manufacturing & Fabrication Challenges
1. Welding Dynamics and HAZ Management
Welding represents the most significant challenge in aluminum shipbuilding. 6082-T6 marine aluminium extrusions suffer from a significant reduction in mechanical properties within the Heat Affected Zone (HAZ). The artificial aging effect of the T6 temper is reversed by the welding heat, leading to a “softening” of the joint. Engineers must account for a joint efficiency factor of approximately 0.6 to 0.8 during the design phase. In contrast, 5083 aluminium plate retains a higher percentage of its base metal strength after welding, as it does not rely on heat treatment for its primary strength.
2. Friction Stir Welding (FSW) Implementation
Friction Stir Welding (FSW) is a promising technique for joining marine aluminium sheets and plates in modern shipyards. FSW is a solid-state joining process wherein the base metal does not melt. This results in very low distortion, better fatigue resistance, and no problems with porosity, which are associated with the MIG (Metal Inert Gas) welding. FSW panels offer better surface finish and dimensional accuracy for long deck sections.
3. Precision Processing
Processing marine aluminium requires specialized equipment. CNC plasma cutting with underwater beds and high-power laser cutting methods create the precise edge preparation needed for welding. The welding process requires accurate fit-up because any gaps that exceed 1.5mm in aluminum welding will result in excessive burn-through and lack of fusion, which will compromise the vessel’s classification society certification according to DNV and ABS standards.

Section IV: Durability in Harsh Marine Environments
Seawater is a highly corrosive electrolyte. The durability of 5083 aluminium plate develops through the natural creation of a thick Al2O3 oxide barrier. The fusion of aluminum and stainless steel propulsion shafts creates a corrosion risk through galvanic corrosion. Shipyard engineers must implement strict insulation protocols through the use of bi-metallic transitions and non-conductive gaskets. The use of H116 certified marine aluminum plates can ensure that the alloy’s microstructure can withstand the erosion of harsh environments such as moisture, salt, and temperature fluctuations in the engine room and hull exterior environments.
Section V: Future Trends (2026-2027 Outlook)
The industry is moving toward higher-strength 5-series alloys, such as 5059 (Alustar), which provides a 20% increase in yield strength over 5083. Additionally, the integration of Scandium-doped aluminium alloys is being researched to improve the weldability of 6-series marine aluminium extrusions. Sustainability is also a key driving factor; marine aluminum materials are almost 100% recyclable, which reduces the carbon footprint of ships throughout their entire lifecycle compared to composite materials.
Summary Table of Marine Aluminium Specifications
| Component Type | Recommended Alloy | Temper | Primary Engineering Function | Key Manufacturing Constraint |
| Hull Bottom / Side Shell | 5083 Aluminium Plate | H116 /H321 | Primary structural integrity; Impact resistance. | High weld volume; requires strictly controlled environment. |
| Main Deck /Superstructure | Marine Aluminum Sheet | H116 | Weight reduction;Corrosion resistance. | Susceptible to thermal buckling during welding. |
| Longitudinals / Stiffeners | Marine Aluminium Extrusions (6082) | T6 | Structural rigidity;Section modulus optimization. | Significant HAZ softening; design must offset strength loss. |
| Internal Bulkheads | 5754 / 5083 Sheet | H111 / O | Containment; Fire insulation support. | Formability for curved sections. |
Frequently Asked Questions (FAQ)
Q1: Why is 5083-H116 preferred over standard 5083 for hull plating?
A1: The H116 temper signifies that the material has undergone specific strain-hardening and stabilization processes to ensure it passes ASTM G67 (NAMLT) tests. This makes it resistant to exfoliation and intergranular corrosion, which are critical for underwater hull longevity.
Q2: How does a shipyard manage the strength loss in welded 6082-T6 extrusions?
A2: Engineers manage this by placing welds in low-stress areas, increasing the local section thickness, or utilizing Friction Stir Welding (FSW). Design codes like ISO 12215-5 mandate a reduction in allowable stress for the Heat Affected Zone (HAZ).
Q3: Is it possible to weld 5083 plate to 6082 extrusions?
A3: Yes, this is a standard procedure in shipbuilding. Typically, a 5356 or 5183 filler wire (Al-Mg based) is used. However, the design must always account for the mechanical properties of the weaker 6082 HAZ in the resulting joint.