According to the Power Battery Application Branch, at present, the demand for the aluminum-plastic film for power soft-pack batteries is accelerating. In 2020, the demand for China’s battery aluminum foil industry will reach 180 million square meters, with a year-on-year growth rate of 20%. Judging from this growth trend, the market space for battery aluminum foil will be huge in the future.
To gain a deeper understanding of “battery aluminum foil“, I have sorted out the production process of battery aluminum foil, let’s take a look!
What is battery aluminum foil?
The aluminum-plastic film is a special packaging material for lithium-ion batteries, often used in pouch batteries and blade batteries. It mainly plays the role of protecting the internal electrodes and isolating the external environment. The aluminum-plastic film is a high-strength, high-barrier multilayer composite structure composed of various plastics, aluminum foil, and adhesives. It has high barrier properties, good cold stamping formability, puncture resistance, electrolyte resistance stability, and insulation.
Composition of battery aluminum foil
The aluminum-plastic film for a soft pack lithium battery is divided into an outer nylon layer, middle aluminum foil layer, and inner polypropylene film layer according to the structure. In different ways, the aluminum-plastic film can be divided into two types: the dry method and the thermal method.
| Polypropylene film | Polypropylene film |
| binder | binder |
| aluminum foil | aluminum foil |
| binder | binder |
| Ny | Ny |
| Dry aluminum plastic film structure | thermal aluminum plastic film structure |
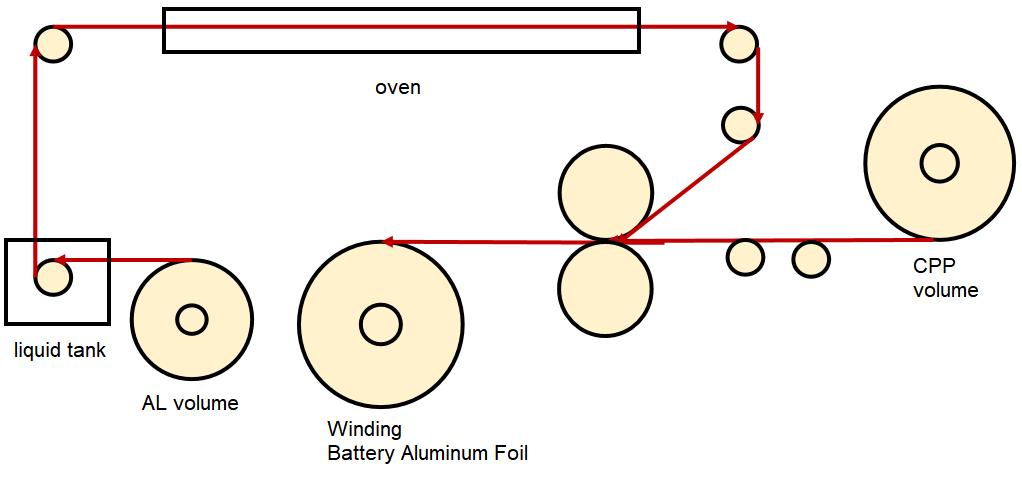
The advantage of dry-laid products is that they have good formability. The process flow is shown in the figure below. The aluminum foil and CPP are bonded with special glue. Generally, the side of the aluminum foil is glued. After drying, it is combined with CPP by heating and rolling to obtain an aluminum-plastic composite film.
The selection of glue plays a decisive role in the performance of the dry-process aluminum-plastic film. The existing glue has excellent bonding performance after updating and iteration and has good electrolyte resistance. In addition, the low-temperature aging process is adopted, which effectively reduces the slow crystallization effect of the aging process on CPP, and avoids the whitening phenomenon during the mold-forming process.
The thermal aluminum plastic film process
At present, there are many types of thermal aluminum-plastic film processes on the market, which can be generally divided into three types, co-extrusion lamination process, sandwich lamination process, and thermal lamination process.
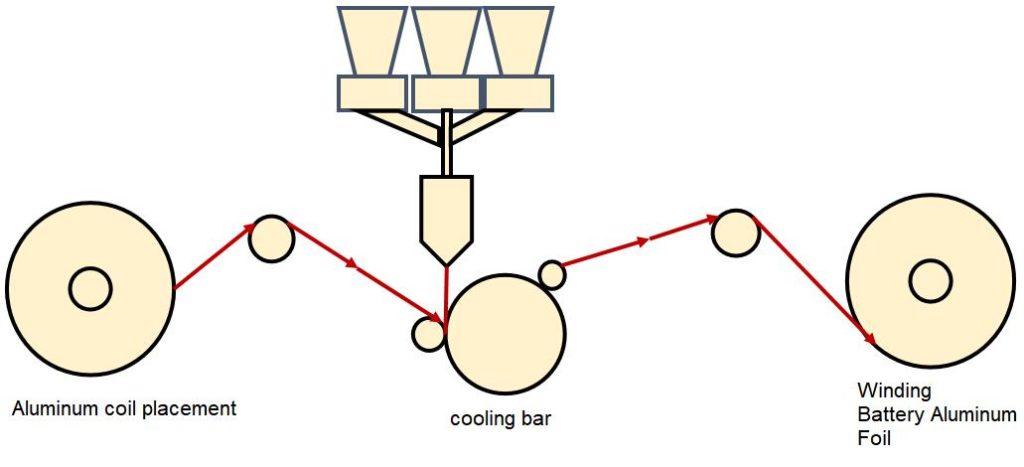
1. Co-extrusion lamination process
The acid-modified polypropylene layer and the multi-layer polypropylene layer are co-extruded and poured on the surface of the aluminum foil. Under this process, the acid-modified polypropylene melt can fully contact the surface groove of the aluminum foil, the anchoring area is large, and a strong bond is formed. And the production efficiency is very high and can reach 100-120m/min. The traditional thermal aluminum-plastic film adopts the co-extrusion lamination process.
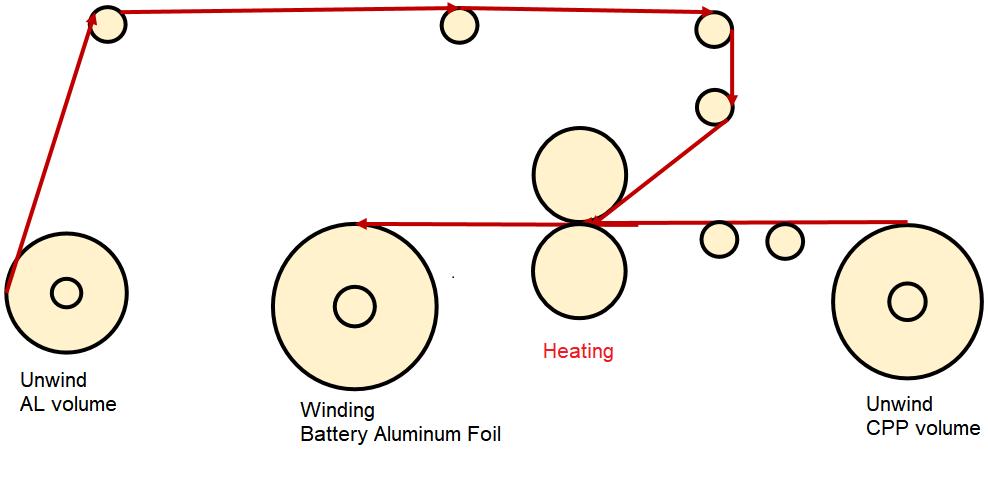
2. Meiji-style coating process
The acid-modified polypropylene is extruded through an extruder. The acid-modified polypropylene is laminated between the aluminum foil unwound on both sides and the CPP roll. The molten acid-modified polypropylene and the CPP roll pass through the extrusion process Because the acid-modified polypropylene and CPP film rolls are not melted and extruded together, there is a phenomenon of low adhesion between the acid-modified polypropylene and CPP layers, and there is a risk of delamination during long-term use. And the production efficiency is not high, and there are not many manufacturers using this process on the market.
3. Hot paste process
The acid-modified polypropylene and polypropylene are co-extruded and cast in advance to make a CPP film roll, and then pressed together with the aluminum foil roll at high temperature, the production efficiency is low, generally 30-50m/min. Compared with the previous two laminating processes, the acid-modified polypropylene layer cannot be completely pressed into the grooves on the surface of the aluminum foil during the short high-temperature lamination stage, so the adhesion is worse than that of the laminating process, and the low production efficiency.
Dry-process crafts have good pitting performance, the glue has been updated and iterated, and has excellent electrolyte resistance. Thermal process crafts adopt the traditional co-extrusion lamination process, which has excellent bonding performance, excellent electrolyte resistance, and high production efficiency.