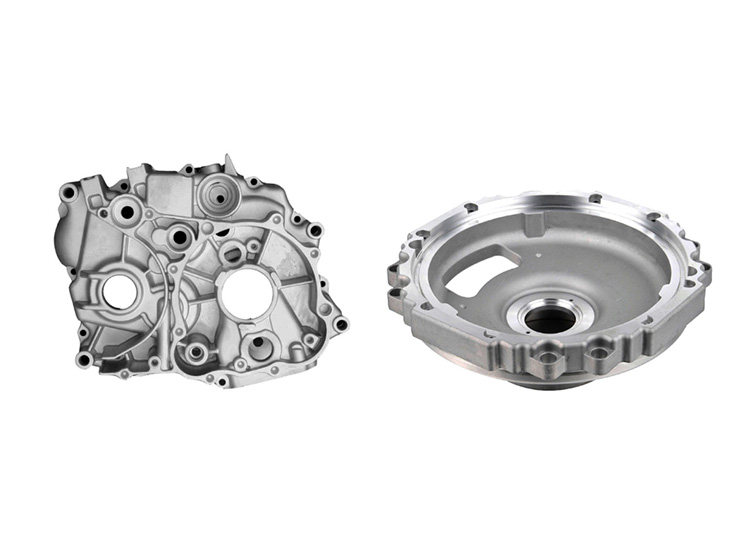
Aluminium spuitgieten Verwijzen naar apparatuurcomponenten gemaakt van zuiver aluminium of aluminiumlegeringen, verkregen door gieten. Over het algemeen wordt verwarmd vloeibaar aluminium of aluminiumlegering in zandvormen of metalen vormen gegoten, en de resulterende aluminium onderdelen of aluminiumlegeringcomponenten van verschillende vormen en maten worden doorgaans aluminium spuitgietstukken genoemd. Er doen zich echter vaak problemen voor tijdens de verwerking die tot defecten in onderdelen leiden.

1. Het ontstaan en tegengaan van poriën en luchtbellen
Defecte kenmerken:De drie Aluminium spuitgietenMuren hebben vaak ronde of ovale gaten met een glad oppervlak, meestal een glanzende oxidehuid en soms een vettig geel oppervlak. Zandstralen kan worden gebruikt om poriën en bellen aan het oppervlak te vinden, terwijl mechanische bewerking of röntgenvisie kan worden gebruikt om poriën en bellen in het binnenste te vinden. Op de röntgenfilm zijn de poriën en bellen zichtbaar als zwart.
oorzaak:
1. Het gieten van de legering is niet stabiel, er komt gas bij kijken.
2. Het kernzand wordt gemengd met organische onzuiverheden (zoals kolensnippers, gras, paardenmest, etc.).
3. Slechte ventilatie van de mal en de zandkern.
4. Krimpholte op het koude ijzeroppervlak.
5. Slecht ontwerp van het poortsysteem.
Preventiemethode:
1. Zorg dat u de juiste gietsnelheid hanteert om te voorkomen dat u in gas terechtkomt.
2. De mal (kern) mag niet gemengd worden met organische onzuiverheden om de gasontwikkeling van het gietmateriaal te verminderen.
3. Verbeterde ontluchtingscapaciteit van (kern)zand.
4. Juiste keuze en behandeling van koud ijzer.
5. Verbeterd ontwerp van het poortsysteem.
2. Oontstaan en tegenmaatregelen van scheuren
Defectkenmerken:
1. Gietscheuren. Deze scheur ontwikkelt zich langs de korrelgrens, vaak gepaard gaand met segregatie, en is een soort scheur die ontstaat bij een hogere temperatuur. Deze scheur komt gemakkelijk voor in legeringen met grotere volumekrimp en gietstukken met complexere vormen.
2. Scheuren door warmtebehandeling: Transgranulaire scheuren worden vaak veroorzaakt door oververhitting of oververhitting tijdens de warmtebehandeling. Ze worden vaak veroorzaakt door overmatige afkoeling van legeringen met een hoge spanning en thermische uitzettingscoëfficiënt, of wanneer er andere metallurgische defecten aanwezig zijn.

oorzaak:
1. Het ontwerp van de constructie van het gietstuk is onredelijk, er zijn scherpe hoeken en de dikte van de wand varieert sterk.
2. De opbrengst van de zandvorm (kern) is slecht.
3. Gedeeltelijke oververhitting van de mal.
4. De schenktemperatuur is te hoog.
5. Het voortijdig verwijderen van het gietstuk uit de mal.
6. Oververhitting of oververhitting bij warmtebehandeling, te hoge afkoelsnelheid.
Preventiemethode:
1. Verbeter het structureel ontwerp van Aluminium spuitgietenVermijd scherpe hoeken en streef naar een gelijkmatige wanddikte en vloeiende overgangen.
2. Neem maatregelen om de concessie voor zandvorm (kern) te vergroten.
3. Zorg ervoor dat alle onderdelen van het gietstuk gelijktijdig of opeenvolgend stollen en verbeter het ontwerp van het poortsysteem.
4. Verlaag de schenktemperatuur op de juiste manier.
5. Controleer de afkoeltijd van de mal.
6. De thermische correctiemethode wordt gebruikt wanneer het gietstuk vervormd is.
7. Controleer de warmtebehandelingstemperatuur correct en verlaag de afkoelsnelheid.
3. Het ontstaan en de tegenmaatregelen van oxidatieslakinsluitsels
Defecte kenmerken: De meeste geoxideerde slakinsluitsels bevinden zich in de ongeventileerde hoeken van de mal aan de bovenkant van het gietstuk. De breuk, die meestal gebroken wit of geel is, is zichtbaar op röntgenfoto's of wanneer objecten mechanisch worden bewerkt. Het is ook zichtbaar wanneer objecten worden gereinigd met alkali, gebeitst of geanodiseerd.

oorzaak:
1. De ovenlading is niet schoon en er wordt teveel recyclinglading gebruikt.
2. Slecht ontwerp van het poortsysteem.
3. De slak in de legeringsvloeistof wordt niet gereinigd.
4. Onjuiste gietprocedure, waardoor slakinsluitsels in het materiaal terechtkomen.
5. Onvoldoende rusttijd na raffinage- en verslechteringsbehandeling.
Preventiemethode:
1. De ovenladingen dienen zandgeblazen te worden en het bedrag aan teruggezonden ladingen dient dienovereenkomstig te worden verlaagd.
2. Verbeter het ontwerp van het poortsysteem en verbeter het slakvasthoudende vermogen ervan.
3. Gebruik een geschikt vloeimiddel om de slak te verwijderen.
4. Zorg ervoor dat het gieten stabiel gebeurt. Let op dat de slak niet verstopt raakt.
5. Na het raffineren moet de vloeibare legering een bepaalde tijd staan voordat deze wordt gegoten.
4. Ooptreden en tegenmaatregelen van krimpporositeit
Defecte kenmerken: Krimpporositeit van Aluminium spuitgieten De breuk treedt meestal op in het dikke en grote deel van de wortel van de vliegende riser, vlakbij de binnengeleider, de dikteovergang van de wand en de dunne wand met een groot vlak. De breuk is grijs in gegoten toestand en lichtgeel na warmtebehandeling. De breuk is grijswit, lichtgeel of grijszwart, en troebel op de röntgenfoto. Ernstige filamenteuze krimp kan worden opgespoord met behulp van inspectiemethoden zoals röntgen- en fluorescentiebreuk met lage vergroting.

oorzaak:
1. Het riser-voedingseffect is slecht.
2. Er zit te veel gas in de lading.
3. Oververhitting bij de poort.
4. De zandvorm is te vochtig en de zandkern is niet gedroogd.
5. Grove legeringkorrel.
6. Onjuiste positie van het gietstuk in de mal.
7. De giettemperatuur is te hoog en de gietsnelheid is te snel.
Preventiemethode:
1. Het aanvullen van gesmolten metaal uit de riser om het ontwerp van de riser te verbeteren.
2. De lading moet schoon en vrij van corrosie zijn.
3. De stijgbuis wordt op het krimpgedeelte van het gietstuk geplaatst en het gekoelde gietijzer wordt in combinatie met het gekoelde gietijzer en de stijgbuis geplaatst of gebruikt.
4. Controleer de vochtigheid van het zand en het drogen van de zandkern.
5. Neem maatregelen om het graan te verfijnen.
6. Verbeter de positie van het gietstuk in de mal om de giettemperatuur en gietsnelheid te verlagen.